Шить одежду вручную давно уже не выгодно. С помощью швейной машинки это происходит быстрее и качественнее. А разные виды машинных швов позволяют сделать изделие максимально прочным. Оно хорошо переносит не только длительную эксплуатацию, но и частые стирки. Главное - знать, в каком случае как надо шить.
Классификация швов
Еще в школе дети изучают разнообразные машинные швы. 7 класс даже разбирается на практике, как их выполнять с помощью швейной машинки.
Все швы делятся на три вида: соединительные, краевые и отделочные. Соединительные швы предназначены для того, чтобы скреплять между собой разные части будущего изделия. Такие считаются базовыми. Есть, конечно, среди них и совсем необычные, но они используются крайне редко.
Краевые швы призваны оформлять края изделия, чтобы они не растрепывались и не портили Они настолько же важны, как и соединительные. Хотя и есть некоторые техники, когда края оставляют не обшитыми. Но это частные случаи.
Отделочные швы редко соединяют части изделия или оформляют его края. Они призваны декорировать и создавать необычные эффекты. Отделочные швы машинные находятся где-то посередине между вышивкой и обычным швом.
Разновидности соединительных швов
В специальной литературе терминология машинных швов довольно обширна, а порой и немного синонимична. Один и тот же шов может иметь несколько названий, но технология его исполнения от этого не меняется.
Портные выделяют такие основные виды швов:
- Стачной и обтачной используются для простого соединения двух деталей ткани.
- Двойной выворотный шов уместен в постельном белье и детской одежде. Он имеет не такой грубый рубец, а края ткани, обработанные этим способом, не вытрепываются.
- Расточной шов используется в тех местах, где границы соединения ткани необходимо максимально скрыть.
- Запошивочный шов имеет два варианта. Чаще всего он встречается на Поэтому его второе название - джинсовый.
- Настрочный шов необходим для того, чтобы максимально надежно скрепить две детали в том месте, где на них будет максимальная нагрузка.
Как видим, машинные швы очень разнообразны, и применяются они под конкретные задания. Для того чтобы они имели максимальную эффективность, необходимо правильно соблюдать технологию их выполнения.
Стачной и обтачной швы
Основные машинные швы, которыми соединяют детали швейных изделий - стачные и обтачные. По сути, это варианты одного шва, применяемые в разных целях.

Стачной шов основывается на ниточной соединительной строчке. При этом ширина самого шва напрямую зависит от качества и свойства ткани, а также от целей использования изделия. Шириной называют расстояние от края детали до строчки.
Его технология выглядит так: детали изделия складываются лицевыми сторонами друг к другу и прошиваются на определенном ранее расстоянии от края. Далее срезы можно разутюжить, то есть разложить на разные стороны и пригладить утюгом, либо заутюжить в одну сторону или на ребро.
Для воротников, хлястиков, клапанов карманов и манжет уместнее использовать обтачной шов. Сначала изделие прострачивается стачным швом. Потом с лицевой стороны необходимо изделие выметать так, чтобы получился небольшой кант - шириной 1-2 мм. Но это не аксиома. К примеру, обтачной шов может быть до 8 мм, если это осыпающаяся ткань. Таковы виды машинного шва, являющиеся основными для портных.
Джинсовый шов
Это очень прочный и надежный шов. Его видел каждый, у кого дома есть джинсы. А они есть у всех. В любом пособии вы найдете разные виды машинных швов, таблица которых всегда содержит и несколько разновидностей запошивочного (джинсового). Его преимущество еще и в том, что он одинаково красиво смотрится как с лицевой стороны, так и с изнаночной.

Технология его изготовления понятна и сравнительно проста. Складываем две детали лицевыми сторонами внутрь. При этом нижняя должна выступать на расстояние около 1 см из-под верхней. Прострачиваем детали между собой на расстоянии около 7 мм от края верхней. Первый этап работы над швом завершен.
Нижний срез изделия необходимо подогнуть до самой строчки и накрыть верхним слоем ткани. Перевернув изделие на другую сторону, прострачиваем складку на расстоянии 1-2 мм от ее края с обеих сторон. У нас выйдет складка с двумя параллельными строчками, которые одинаково выглядят как с лицевой стороны, так и с изнаночной.
Другие соединительные машинные швы
Накладные швы широко применяются при соединении карманов или кокеток с изделием. Они имеют среднюю степень прочности. В то же время нуждаются в высоком уровне мастерства швеи, поскольку неровная строчка испортит внешний вид изделия.
Этот шов бывает двух видов: с открытым и закрытым краем. Для закрытого края деталь предварительно проглаживается и наметывается, чтобы облегчить работу с ней. Технология выполнения шва проста. На заранее намеченное место накладывается необходимая деталь и пришивается обычной или декоративной строчкой. Место пришивания хорошенько разглаживается.

Расстрочный шов относится к соединительно-декоративным. Он выполняется на основании стачного шва. Его ширина должна быть немного больше, поскольку с изнаночной стороны края шва разглаживаются и прошиваются параллельно основному. Расстояние при этом может быть любым. Главное, соблюсти два важнейших условия:
1) швы должны быть строго параллельны относительно середины;
2) расстояние от центрального шва к боковым должно быть идеально одинаковым.
Иначе весь декоративный эффект исчезнет, а будет только неаккуратное изделие.
Способы отделки краев
Немаловажно для любого изделия правильно отделать его края. В промышленных целях и у профессиональных портных для этих целей есть оверлок. Эта машина позволяет так обшить край, что он никогда уже не рассыплется. Но внешне это выглядит не очень аккуратно. Поэтому видимые края поддают дополнительной обработке.
В этих целях используют как подгибание ткани, так и ее окантовку. Это зависит от вида и структуры материала, с которым работает мастер. Также эксплуатационные характеристики накладывают свои особенности на обработку краев.
Чаще всего используют разнообразные швы в подгибку и окантовочные машинные швы. 7 класс в школах разбирает технологии основных из них. Поэтому каждой женщине примерно известно, как они выполняются и когда их лучше применять.

Иногда для придания большего декоративного эффекта можно объединять их с отделочными швами или декоративными строчками.
Швы в подгибку
Самые распространенные виды машинного шва для отделки края изделия - это разнообразные швы в подгибку. Начнем с самого простого - с открытым краем. Берем изделие и проглаживаем его края на изнаночную сторону. После этого прошиваем обычной или декоративной строчкой на расстоянии 5-7 мм от изгиба. Если имеем дело с осыпающейся тканью, то ее лучше сначала оверлочить. Этот вид шва используется, чтобы не утяжелять низ изделия. Но край всегда подвержен растрепыванию.
Двойной шов позволяет спрятать необработанный край внутрь. Для этого сначала проглаживаем край в направлении изнанки, а потом подгибаем и еще раз проглаживаем, пряча край внутрь. После этого прошиваем шов таким образом, чтобы прострочить оба слоя. Такой шов получается более надежным, но и объемным одновременно, что не очень хорошо для легких изделий.
Еще один вариант в подгибку - двойной шов прострачивается дважды, за 2-3 миллиметра от места нижнего изгиба, и такое же расстояние отступаем от верхнего внутреннего подгиба. Такой встречается в основном в брюках и джинсах, которые больше всего подвержены изнашиванию.
Окантовочные швы
Для горловины и низа рукавов в блузах порой нужна кардинально другая технология. Машинные швы здесь должны быть легкими и с минимальными рубцами, чтобы не натирать кожу. В таких случаях используются окантовочные швы.
Выполнить их без предварительной наметки довольно сложно, поскольку швее приходится следить за тремя краями. При этом кант подгибается внутрь, что существенно усложняет процесс.
Кант - это лоскут ткани, которым закрывается внешний край изделия. Его подбирают такой длины, чтобы хватило на отделку по всему периметру. С обеих сторон окантовочный лоскут проглаживается в направлении изнаночной стороны. Далее приметывается к изделию и прострачивается максимально близко к краю.

Немного усложненным вариантом выступает предварительная сборка края изделия в складки. В таких случаях кант просто необходим для того, чтобы добавить долговечность изделию. Но застрочить его намного сложнее, чтобы складки имели равномерный характер.
Декоративные швы
Пошить изделие - не проблема. Намного сложнее сделать его красивым, изящным и модным. Для этих целей существуют разные виды машинных швов. Таблица декоративных строчек всегда идет в комплекте к швейной машинке. Их использование уже существенно оживит изделие. Но можно прибегнуть и к более профессиональным способам. Для этого нужно проявить немного фантазии и швейного мастерства.
По сути, все декоративно-отделочные швы основываются на соединительных и краевых. Просто в их исполнении используются не совсем специфические для них приемы. Какие именно, рассмотрим ниже.
Усложненный крой
Все мы знаем, что, к примеру, блуза состоит из двух передних полочек и спинки. В этом нет ничего особенно декоративного. Чистая классика и скукота. Но те же полочки можно выкроить из двух и более деталей, а для их соединения использовать разные виды машинных швов, схемы которых мы рассмотрели выше.

Добавим немного "хулиганства" в манжетах. Пошьем их накладным швом, да еще и из нескольких лоскутов. При этом края последних немного растрепаем, как будто это небольшие заплатки. Конечно, такой прием получится лишь с натуральной тканью, которая практически не осыпается. Но это показывает главный принцип отделочных швов - не бойтесь экспериментировать.
Швейные машинки
Чтобы выполнять основные виды машинных швов, достаточно бытовой швейной машинки. К тому же в наборе с современными моделями часто идут дополнительные лапки и насадки, которые облегчают этот процесс. Некоторые из них даже позволяют выполнять небольшие вышивки, что немаловажно в процессе декорирования изделий.
В то же время некоторые мастерицы говорят, что ни одна современная модель не может сравниться с классическими советскими машинками. Это свидетельствует о том, что для качественной работы достаточно мастерства и немного профессиональной интуиции.
Даже начинающая портниха знает, что ручные швы – это скрепление между собой нескольких деталей при помощи иглы и нити. Не секрет, что от качества выполненных ручных и зависит внешний вид пошитого изделия.
Давайте рассмотрим несколько примеров выполнения ручных швов, которые пригодятся начинающей швее в дальнейшей работе по изготовлению швейных изделий.
Что понадобится?
- Ткань или несколько кусочков ткани;
- Иголка, нитки.
Игла для выполнения ручных швов должна быть прямой. Наличие погнутостей на орудии работы спровоцирует неправильное выполнение шва. Так же не стоит увлекаться большим размером ушка. Чем больше ушко, тем заметнее дырка в ткани. Шифон, например, нужно шить самой тонкой иглой с самым маленьким ушком.
Ручные швы, техника выполнения
Сметочный шов
Применяется для временного скрепления деталей между собой (например, для примерки изделия). Игла при прокалывании ткани направляется вверх – вниз – вверх… Ширина стежка зависит от ткани и может составлять от 0,7 мм до 2,5 см. Некоторые рукодельницы чередуют в сметочном шве узкие и широкие стежки для быстроты сшива и точности скрепления.
Наметочный шов
Используется для временного крепления одной детали к другой (например, кармана к платью). Внешне он практически не отличается от сметочного шва, но длина стежка может достигать 3 см. Чем крупнее стежки и расстояния между ними, тем проще такой шов удалить после пристрачивания детали.

Копировальный шов
Копировальный шов используется для переноса линий будущих строчных швов на одинаковые детали (например, вытачки на правую и левую полочки) или для переноса линий с лицевой на изнаночную сторону (или наоборот). Делаются неширокие стежки, оставляемые в виде петельки (не затянутая нить). После окончания линии сшива, детали изделия раздвигают до натяжки нити, образовавшиеся в пространстве между деталями жгутики разрезают. Получается одинаковый контур с лицевой и изнаночной стороны изделия или на обеих деталях.


Шов "назад иголка"
Этот шов имитирует машинную строчку. Его можно использовать как при ремонте изделий (например, обрезке и подшивке низа брюк), так и при отсутствии швейной машины. Техника его выполнения достаточно проста: иглу вводим в ткань как при наметочном или сметочном швах, затем возвращаемся назад и вводим иглу в место окончания предыдущего стежка, новый стежок делаем длиннее.

Обметочный (петельный) шов
Шов предназначен для обработки среза ткани во избежание ее осыпания. Существует несколько видов обметочных швов:
- Косой – игла ходит по кругу края, получается наклон нити.

- Крестообразный – двойной косой шов: сначала игла идет по кругу в одном направлении по всей длине, затем в обратном направлении по всей длине.

- Петельный – стежки делаются слева направо одинаковой высоты. Каждый раз иглу необходимо вдевать в уже сделанный стежок и затягивать петельку.

Заметочный шов
Заметочный шов используется для крепления подгибаемого края изделия (например, низ юбки). Внешне похож на наметочный, но стежком длиной от 1 см до 3 см соединяется основное изделие и подогнутый его край.

Выметочный шов
Выметочный шов используется для скрепления уже прошитых деталей с вывернутым внутрь швом (например, погон, воротник, клапан). Этот вид шва наносится перед утюжкой или нанесением декоративной строчки поверх готового изделия.


Подшивочный шов
Подшивочным швом обрабатывается предварительно подогнутый край изделия. В отличие от заметочного шва, подшивной относится к категории постоянных, т.е. после нанесения такого шва не требуется дополнительной машинной строчки. Существует несколько видов подшивочных швов:
- Простой – похож на крестообразный обметочный, только игла идет по кругу уже подогнутого края. При этом захват ткани изделия с лицевой стороны должен быть минимальным(основную ниточную нагрузку берет на себя изнаночная сторона изделия).

- Потайной – игла вводится в загиб и стык изделия на очень маленькое расстояние, соединяя детали, основная длина стежка остается внутри загиба.

- Фигурный – игла идет слева направо и снизу вверх. Делаем внутренний поперечный укол среза, вытягиваем нить, следующий прокол соединяет загиб и основное изделие тоже поперечным швом.

Технику выполнения ручных швов легко освоить. Знания в этой области необходимы любому человеку. Именно поэтому на уроках технологии в школах изучают ручные швы, как девочки, так и мальчики.
Сварные металлические соединения относятся к основным методам скрепления конструкций, использующихся в быту и производстве. Это весьма надежный метод получения единой конструкции, который еще и относительно дешевый.
Скрепления данного типа образуются путем расплавления металла в области соединения и последующей его кристаллизацией при остывании. Их качество зависит от правильного выбора режима работы электросварочного аппарата, электрода, шовного провара. Это регламентируется действующими нормами, а также стандартами. В них указаны все виды сварных швов, а также типы стыков и их характеристики.
Многочисленные металлы имеют собственные особенности сварки, отличающиеся условия выполнения работ, требования к выполнению скреплений. Для них применяются соответствующие разновидности электросварных соединений. При сварке металлических элементов используются основные виды электросварочных скреплений, о которых далее.
Классификация
Сварочные соединения подразделяются на несколько разновидностей, зависящих от их признаков. Классификация сварных швов охватывает весь спектр их использования. По внешнему параметру они бывают:
- выпуклого типа (с усилением);
- вогнутые (прослабленная конструкция);
- плоского типа (нормальные).
По типу исполнения они встречаются односторонними, а также двухсторонними, по количеству проходов электродом: однопроходные, двухпроходные. Кроме того, существуют однослойные способы провара и двухслойные.
По протяженности шовные скрепления бывают:
- односторонние с прерывистым шагом;
- сплошные односторонние;
- точечные (при контактной электросварке);
- цепные двусторонние;
- двусторонние шахматного порядка.
Разделение по пространственному расположению:
- горизонтальные, нижние;
- вертикальные, потолочные;
- в лодочку;
- полугоризонтального исполнения;
- полупотолочного типа;
- полувертикальные.
По вектору силового воздействия:
- продольный (фланговый) – усилие имеет параллельный к провару вектор;
- поперечный – усилие воздействует перпендикулярно;
- комбинированный – разновидность лобового, а также флангового;
- косой – воздействие происходит под углом.

По назначению и функциям электросварочные провары бывают прочными, а также прочно-плотными, герметичного исполнения. По ширине их различают на ниточный тип, не превышающий диаметр электросварочного электродного стержня и уширенные, выполняющиеся с помощью колебательных движений при сварке в поперечном направлении.
Для упрощения понимания классификации и применения тех или же иных разновидностей, составлена специальная таблица.

Все типы швов имеют строгое обозначение по ГОСТ. На чертежах используются специальные значки, которые содержат полную информацию о типе скрепления и его способе выполнения. Для тех, кто думает всерьез заниматься сварочными работами на профессиональном уровне следует дополнительно изучить чертежные обозначения сварных скреплений.
Разновидности сварных швов
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку. Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе. Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков. Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование. Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Стыковые
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях. Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания. Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок. Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.

Тавровые
Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления. При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход. Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.

Нахлесточные
Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.

Угловые
К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва. Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках. Эти типы электросварных швов характеризуются повышенным использованием объема наплавленного металла.

Потолочные
Сваривание потолочным швом, шов которого располагается над сварщиком, относится к наиболее трудным видам выполнения электросварных работ. Он наносится прерывистой сваркой при небольшом значении силы электротока. Вертикальные и потолочные соединения весьма трудные, поэтому не все сварщики могут их выполнять с достаточным качеством. Они используются в местах, где нет возможности изменить положение свариваемых конструкций. Это трубы, разнообразные металлические сооружения, а также потолочные балки и швеллеры на строительных площадках. Специфику выполнения потолочных швов, видео с которыми объяснит нюансы, можно освоить на постоянной практике.

Геометрия сварного шва
Изучив многочисленные виды и методы получения соединений путем сварки, необходимо ознакомиться с геометрией соединений, в чем помогут фото сварочных швов.
К основным параметрам шовного стыка относится его ширина – е, толщина сварки – c, выпуклость – q, зазор – b, глубина проваривания – h, а также толщина свариваемого материала – S.
Для угловых соединений используются следующие обозначения: выпуклость – q, толщина – a, катет – k и расчетная высота – p.
Различные способы нанесения сварочных швов, многочисленные их виды, а также параметры подготовленных кромок влияют на объем использования наплавленного и основного металлов. Его количество может заметно отличаться при изменении любых расчетных значений.
Виды сварочных соединений характеризуются коэффициентом формы, который высчитывается отношением ширины к толщине шовного соединения. Для стыковых скреплений данный параметр находится в пределах 1,2-2 (граничные значения – 0,8-4). Коэффициент выпуклости рассчитывается отношением ширины к выпуклости, величина которого должна быть от 0,8 до 4.
Сваривание металлических материалов под углом относительно друг друга требует точного соблюдения геометрии шва. От качества сварки, соблюдения требуемых параметров напрямую зависит надежность соединения, а также его долговечность пользования.

Виды контроля
От качественного выполнения электросварного скрепления зависти дальнейшая эксплуатация конструкции. Разнообразные дефекты значительно снижают прочность и уменьшают период использования изделия. Для недопущения брака, а также предотвращения аварийных ситуаций применяются различные виды контроля сварных швов. К ним относится внешний осмотр, который может на визуальном уровне определить нарушения, их виды, а также использование специального оборудования для определения скрытых дефектов сварных швов.
Способы контроля подразделяются на не разрушаемые и разрушаемые. При использовании первого метода прочность сварного соединения определяется без изменения его внешнего вида, параметров. Разрушаемые способы применяются при массовом выпуске конструкций, использующих однотипные электросварочные работы. Это предоставляет возможность с высокой точностью выявлять внутренние нарушения сварочных скреплений.
Скачать ГОСТ
Детали одежды скрепляются между собой при помощи швов. Как неожиданно! :)
Разделяют ручные и машинные швы.
Рассмотрим ручные швы, которые особенно незаменимы на начальном этапе изготовления изделия.
Швы выполняются одной или несколькими строчками, и, помимо основной функции, используются также для отделки изделия.
Швы должны быть ровными, с одинаковым расстоянием между стежками, как на лицевой стороне, так и на изнаночной, с равномерно затянутыми нитками.
Виды ручных швов.
1. Наиболее распространенным швом на начальном этапе изготовления изделия является сметочный
.
Его применяют для временного соединения деталей (наметка), создания сборок.
В зависимости от того, с какой тканью вы имеете дело, и для чего используете данный шов, длинна стежков составляет 0,2-5 см.
2. Прокладочный
шов — разновидность сметочного. Его удобно использовать для пометок во время примерки, отметки середины изделия и т. п.
Выполняется на одном слое ткани. Длинна стежков 1-3 см, расстояние между ними 0,5-0,7 см.

Ручные швы. 1 - Сметочный, 2 - прокладочный, 3 - копировальный, 4 - круглый, 5а - переводной шов (лицевая сторона), 5б - переводной шов (изнанка), 6 - стачной, 7 - шов "за иголку".
3. Силки
или копировальный шов
.
Используется для точного переноса контурных линий, контрольных знаков с одной симметричной стороны изделия на другую. Очень удобен, дает отличную возможность абсолютно точно сметывать, совмещать между собой изделия для дальнейшей работы.
Выполняется следующим образом: детали изделия складываются между собой лицевой стороной внутрь. По намеченным линиям, мягкими нитками (лучше хлопчато-бумажными) прокладываются сметочные стежки с расстоянием друг от друга 0,3-1 см.
От простого сметочного шва отличается тем, что нить не затягивают, а делают петельки высотой 1-1,5 см в зависимости от того, какой толщины ткань.
После наметки всего контура, детали изделия раздвигают, и натянувшиеся нитки разрезают по середине.
4. Переводной
шов — разновидность сметочного, применяется для сметывания деталей с фигурными срезами и для подгонки рисунка.
Деталь с подогнутым срезом кладут на лицевую сторону другой детали, наметывают и скрепляют булавками. Обе детали сметывают. Иглу выводят из ткани на нижней детали у сгиба верхней, на нее набирают 2-3 нити на сгибе верхней детали.
Расстояние между уколами 0,2-0,5 см. Детали вторично сметывают с изнаночной стороны по стежкам и прострачивают.
5. Для обработки края деталей (оборок, воланов и т.д.) используют круглый
шов.
Срез отгибают в сторону изнанки на 0,3-0,5 см, набирают 2-3 нити ткани около подогнутого среза и 2-3 нити на сгибе.
Не обязательно затягивать нить после каждого стежка, для ускорения работы можно делать это после 30-45 стежков. Плотность шва — 3 стежка на 1 см.
6. Стачной
шов — напоминает машинную строчку.
Применяется для постоянного соединения деталей в тех местах, где машинная строчка невозможна, или в тех случаях когда требуется получить шов повышенной растяжимости.
Промежутка между стежками нет. Шьют сверху вниз. Расстояние между входом и выходом иглы 0,1-0,7 см. Укол делают в место выхода предыдущего стежка. Требует достаточно опытной руки.
7. Шов «за иголку»
(разметочный).
Выполняют также, как и стачной, но между стежками оставляют расстояние. Укол иголкой делают на половине расстояния между входом и выходом предыдущего стежка.

8. Обметочный шов служит для предотвращения осыпания на краях ткани.
Существует несколько видов обметочного шва:
— Косой
, делается через край. Снизу вверх строчку прокладывают справа налево. На 1 см — 2-3 стежка.
— Крестообразный
, похож на косой. Как и в косом, иглу вводят сверху вниз, но только по двум направлениям. Нить при этом не открывают и изделие не поворачивают.
— Петельный
. Им обрабатывают срезы в сыпучих тканях. Иглу вводят сверху вниз, нитка предыдущего стежка лежит под иголкой. Строчку прокладывают слева направо.
Плотность шва 2-3 стежка длиной 0,4-0,6 см на 1 см ткани.
9. Подшивочный
шов применяется для подшива края детали изделия.
Для того что бы использовать этот шов, необходимо подготовить срез изделия. Сначала подгибают весь припуск на подгиб, и приметывают на расстоянии 0,5-1 см от сгиба сметочным швом. Потом уже подшитый срез еще раз подгибают на 0,5-1 см и приметывают на расстоянии 0,2-0,3 см от второго сгиба. Срез приутюживают.
Есть несколько видов подшивочных швов:
— Простой (открытый)
. На сгибе иглой захватывают 2-3 нити основной детали, прокалывают под сгиб и выводят иглу с другой стороны (проталкивают).
— Потайной
. Припуск на подгиб отгибается на лицевую сторону, на изнанке остается 0,2 см подогнутого среза. Нитку закрепляют в припуске на подгибе изделия, под сгиб подшиваемого края вводят иглу, а при выходе набирают не менее 2-3 нитей основного изделия.
Строчка идет справа налево, нитка туго не затягивается. На 1 см ткани 2-3 стежка вполне достаточно.
— Фигурный или крестообразный
.
Применяется при использовании плотных несыпучих тканей (пике, коверкод, шотландка, репс, твид, бязь и других). Может использоваться и как отделочный шов.
При шитье иголку ведут слева направо и снизу вверх. Срез оставляют открытым, ткань подгибают только на припуск. Первый укол делают в основную ткань около среза, 2-3 нити набирают на иглу так, чтобы не проколоть лицевую сторону! Второй укол за припуск на подгиб. На 1 см ткани достаточно 2-3 стежка, длинна стежка 04-07 см.
10. Кроме тех швов, которые служат утилитарным целям: закрепляют, наметывают и т.д., есть еще швы, которые помогают сделать готовую вещь более привлекательной — отделочные швы
.
Самые распространенные из них петельный
, тамбурный
, елочка
, крестик
, козлик-крестик
, мережка
, «монашка» (треугольник)
.

Отделочные швы. а - петельный, б - тамбурный, в - елочка, г - крестик, д - козлик-крестик, е - мережка, ж - "монашка".
Хочу пояснить один шов — «монашка», все остальные более просты в исполнении и приведены на рисунке.
«Монашкой» закрепляют складки, карманы, строчки, разрезы. Наметкой наносят контур равностороннего треугольника. Первый стежок делают из одного угла у основания треугольника в его вершину, второй — из вершины в третий угол, следующий — из третьего угла в первый рядом с исходной точной шва и так далее.
Стараются, чтобы нить везде была натянута одинаково. Постепенно заполняется весь треугольник.
Для прочности с изнанки пришивают кусочек прокладочной ткани.
Вот практически и вся теория о ручных швах. О машинных швах можно узнать из статьи « ». Не пропустите!
Время от времени неплохо менять вид деятельности. Попробуйте, например, свои силы в вязании! А все необходимое можно найти на этом сайте:
1001 узор — полный каталог узоров для вязания спицами и крючком. Вязаные модели для всех возрастов. Вязаная мода для полных.
Извините, комментирование приостановлено.
Соединительные швы. Краевые швы. Отделочные швы, складки, канты.
Бытовые относятся к машинам челночного стежка. На них в основном можно выполнять стачивающие и зигзагообразные строчки. Челночные стежки образуются верхней и нижней нитками, переплетающимися внутри сшиваемых материалов (рис. 32).
Наиболее распространенной машинной строчкой является стачивающая. Зигзагообразная строчка отличается от стачивающей тем, что на лицевой стороне нитки располагаются зигзагообразно (рис. 33).
Зигзагообразная строчка может быть с частым, узким или широким зигзагом, в зависимости от длины и ширины стежков.
Зигзагообразная строчка более эластичная, поэтому применяется для закрепления срезов от осыпания, а также для соединения тканей встык или накладным швом (рис. 34 а, б), для обметывания петель.
В зависимости от назначения швы делятся на соединительные, краевые и отделочные.
Соединительные швы . Стачной шов - наиболее распространенный. Стачной шов вразутюжку (рис. 35) применяют для скрепления деталей верха. В зависимости от модели применяют шов взаутюжку (рис. 36). Им пользуются также в тонких тканях и при обработке подклада.
Расстрочной шов
- разновидность стачного. При этом шве припуски раскладываются на две стороны и закрепляются строчками (рис. 37). Применяется для тех тканей, где нельзя разутюжить, но нужно закрепить шов, а также для отделки деталей изделия.

Настрочной шов выполняется с открытыми срезами (рис. 38 а) и с закрытым одним срезом (рис. 38 б). В основном применяется в верхней одежде, с открытыми срезами - в изделиях из неосыпающихся материалов. В изделиях без подкладки швы обметывают.
Накладной шов бывает с открытыми и с закрытыми срезами. Накладной шов с открытыми срезами (рис. 39 а) - самый простой соединительный шов. Применяется для соединения прокладок, которые потом закрываются подкладкой. Накладной шов с закрытым срезом (рис. 39 б) значительно сложнее, требует предварительной наметки одной детали или заутюжки. Затем подготовленная верхняя деталь накладывается на нижнюю и соединяется.
В основном используется для соединения с изделием кокеток, накладных карманов.
Бельевые швы
наиболее износостойки, так как изделия, в которых они применяются, подвергаются частым стиркам. Двойной шов
применяют при изготовлении постельного белья, иногда летних изделий (рис. 40). Первую строчку шва выполняют, складывая детали изнанкой внутрь, отступив от края 0,3 - 0,4 - см, вторую строчку выполняют после выворачивания деталей, отступив от края 0,5 - 0,7 см.

Запошивочный шов используют при изготовлении халатов, курток. Наиболее приемлем узкий запошивочный шов, как более экономичный. Широкий запошивочный шов тоньше и эластичнее (рис. 41).
Краевые швы . Краевые швы делятся на окантовочные, в подгибку и обтачные. Окантовочные швы выполняют с помощью тесьмы или полоски ткани, выкроенной по косой.
Шов с открытым срезом
(рис. 42) обрабатывают полоской ткани, сначала швом шириной 0,5 см, затем отгибают полоску и рядом с первым швом прокладывают вторую строчку. Ширина полоски 2 - 2,5 см. В шве с закрытыми срезами ширина полоски 3 - 3,5 см. Полоску предварительно заутюживают посередине и открытыми срезами соединяют первой строчкой с изделием (рис. 43). Затем второй строчкой закрепляют полоску. Если полоска одинарная, то одной стороной полоску притачивают к изделию, полоску подгибают и второй строчкой настрачивают (рис. 44).
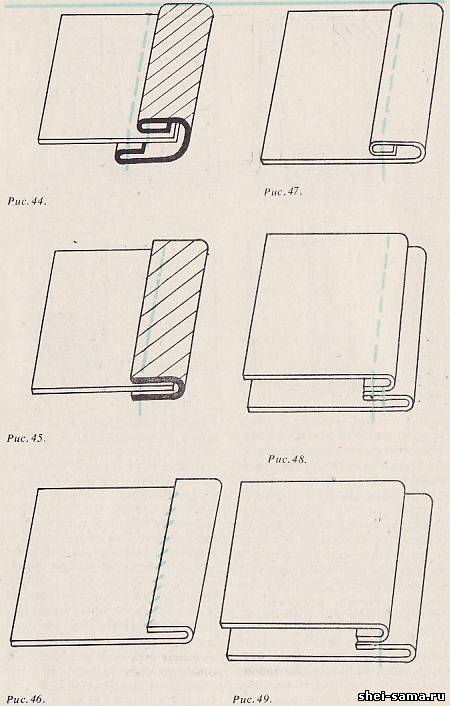
Шов с тесьмой (рис. 45) применяют в основном для отделки деталей верхней одежды с помощью специального приспособления или с предварительной наметкой.
Шов в подгибку с открытым срезом (рис. 46) применяется в изделиях из неосыпающихся материалов.
Шов в подгибку с закрытым срезом (рис. 47) используется в изделиях из легкоосыпающихся тканей. Ширина шва в подгибку 1,0 - 4,0 см.
Обтачной шов в кант (рис. 48) применяют для обработки краев деталей. Линия соединения деталей в обтачном шве смещается для образования канта.
Обтачной шов в рамку (рис. 49) имеет одну строчку, которой закрепляют два слоя одной и один слой второй детали.
Отделочные швы. К отделочным швам относятся различные складки, рельефные швы и швы с кантом.
Складки
бывают односторонние и двусторонние, отделочные и соединительные. При большом количестве складок в изделии они могут быть отделочными и небольшая часть соединительными, так как шов стачивания полотнищ желательно всегда располагать в складке.

Отделочные складки располагаются на одной детали. Рассчитывают необходимое количество односторонних складок, отмечают середину и боковые стороны (рис. 50 а), перегибают посередине, наметывают по намеченным линиям, стачивают на определенную длину (рис. 50 б), приутюживают и, если нужно по модели, выполняют отделочную строчку (рис. 50 в),
Так, если глубина складки 5 см, отмечают середину и в обе стороны откладывают по 5 см, т. е. припуск на одностороннюю складку в данном случае составляет 10 см. Соответственно для складок глубиной б или 7 см припуск на складку будет 12 или 14 см.

Двусторонние складки намечают так же, как односторонние, только симметрично центру (рис. 51 а). Перегибают посередине, наметывают, стачивают, приутюживают, располагая складки в разные стороны (рис. 51 б) и, если надо по, модели, выполняют отделочную строчку (рис. 51 в).
Соединительные односторонние складки выполняются так же, как отделочные, но здесь предусмотрен шов (рис. 52 а), являющийся серединой складки. Расположение шва не по середине складки может дать дефект в изделии - ткань будет топорщиться. От шва отмечают глубину складки, наметывают, стачивают (рис. 52 б), приутюживают, при необходимости выполняют отделочную строчку. В двусторонних соединительных складках внутренняя часть рассчитывается в зависимости от глубины складок, расстояния между ними и швами на соединение (рис. 53).
Так, если глубина складок 6 см и расстояние между ними 5 см, то ширина вставки равна: (глубина складки х 2) + (шов Х 2) + расстояние между складками. В конкретном примере ширина вставки равна (6 х 2) + (1 х 2) + 5 = 12 + 2 + 5 = 19 см.

Рельефные швы используются в качестве отделочных, их выполняют, застрачивая ткань на расстоянии 0,1 - 0,3 см от перегиба по лицевой стороне (рис. 54), или, подкладывая с изнанки ткань, делают две параллельные строчки с расстоянием между ними 0,5 - 0,7 см и продергивают шнурок (рис. 55).
Швы с кантом
применяются в основном для подчеркивания деталей изделия (клапаны, воротники, борта, кокетки). Для качественного выполнения тесьму или полоску ткани шириной 2,0 - 3,0 см (в зависимости от готового вида канта) перегибают пополам и притачивают по линии готовой детали (рис. 56 а). Затем складывают верх и подкладку детали лицом внутрь и обтачивают их по строчке притачивания канта или за строчку притачивания канта, тогда она не будет видна с лица (рис. 56 б). Деталь выворачивают (рис. 56 в).
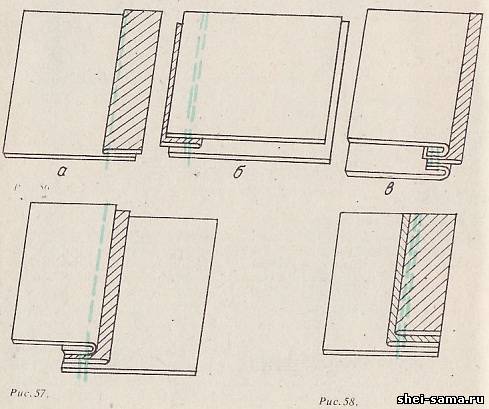
В кокетках, накладных карманах, манжетах сначала притачивается кант, затем накладным швом верхняя деталь, предварительно заутюженная или заметанная (рис. 57).
При выполнении изделий с двумя кантами последовательность обработки сохраняется, только канты должны быть предварительно соединены (рис. 58). Использование в обтачных деталях двух кантов затруднено сложностью обработки, а в прямых деталях можно сначала настрочить первый кант, затем по шву притачивания первого канта с изнанки закрепить строчкой полоску второго канта, подкладывая ее с лицевой стороны (рис. 59 а). Затем перегнуть второй кант и закрепить строчкой на необходимую ширину (рис. 59 б). Эта обработка несколько сложнее, но канты получаются более четкими и шов тоньше.

Для уменьшения толщины шва с кантами внутренние их срезы можно высечь ступенькой, оставив от 0,4 до 0,8 см (рис. 59 в). Летние женские и детские изделия могут быть отделаны по краю одновременно кантом и окантовкой. Кант - узкая полоска отделочной ткани, вкладывается в шов или настрачивается на шов. Окантовка - полоска любой ширины для отделки края деталей - открытых срезов, пройм, низа и др.
Полоски для канта и окантовки должны быть выкроены под углом 45°: для канта - шириной до 2,0 см, для окантовки - 2,5 - 3,0 см. Сначала по краю детали притачивается вдвое сложенная полоска канта швом шириной 0,3 - 0,5 см, затем с изнанки рядом с первой прокладывается строчка, одновременно снизу вровень со срезом подкладывается полоска окантовки (рис. 60 а). Окантовка огибает срез, подгибается и приметывается, с лица закрепляется строчкой на расстоянии 0,1 см от края (рис. 60 б). Использование канта и окантовки разных цветов дает интересный, нарядный эффект.

В качестве отделки в верхних изделиях могут быть использованы тесьма, искусственная и натуральная кожа (полоски). Предварительно наметанная тесьма настрачивается на деталь (рис. 61 а) или на шов (рис. 61 б). Если тесьма шире, чем нужно по модели, ее можно предварительно настрочить одной стороной, затем отогнуть и настрочить по обеим сторонам, оставив излишки ширины внутри (рис. 62). В изделиях без подклада швы могут быть стачаны с лицевой стороны, разутюжены и закрыты отделочной тесьмой (рис. 63). Или полоска ткани, выкроенная под углом 45°, подкладывается при стачивании шва на лицо (рис. 64 а), затем подгибается и настрачивается с двух сторон (рис. 64 б), шов в этом случае получается взаутюжку. В качестве отделки может быть использована вдвое сложенная полоска саржи (рис. 65), вероятность высыпания отделки в этом случае наименьшая.

Тесьму рекомендуется перед использованием замачивать, чтобы она дала естественную усадку до работы. Не рекомендуется полоски из ткани выкраивать по долевой нити, так как они в процессе эксплуатации дадут усадку. Полоски, выкроенные по косой, наиболее эластичные. При отделке искусственной кожей основа может быть не в цвет, тогда ее следует подгибать (рис. 66). Настрачивание искусственной или натуральной кожи выполняется без предварительного наметывания, так как остаются проколы от иглы, поэтому требуются определенные навыки, в данном случае нужны намеченные линии, которые служат ориентиром при ведении строчки.













